8.Mpangilio wa kujiweka katikati nane
Vitalu vya umbo la V (moja iliyorekebishwa, nyingine inayohamishika) katikati ya sehemu ya kazi ya njano kwa longitudinal.
9.Mpangilio wa kujiweka katikati 9
Workpiece ya njano inayoendesha inazingatia longitudinally wakati wa kuwasiliana na jozi zote mbili za roller za pink. Kibano hiki kinatumika kwenye mashine za kupasua mianzi. Kisu nyekundu ni stationary.
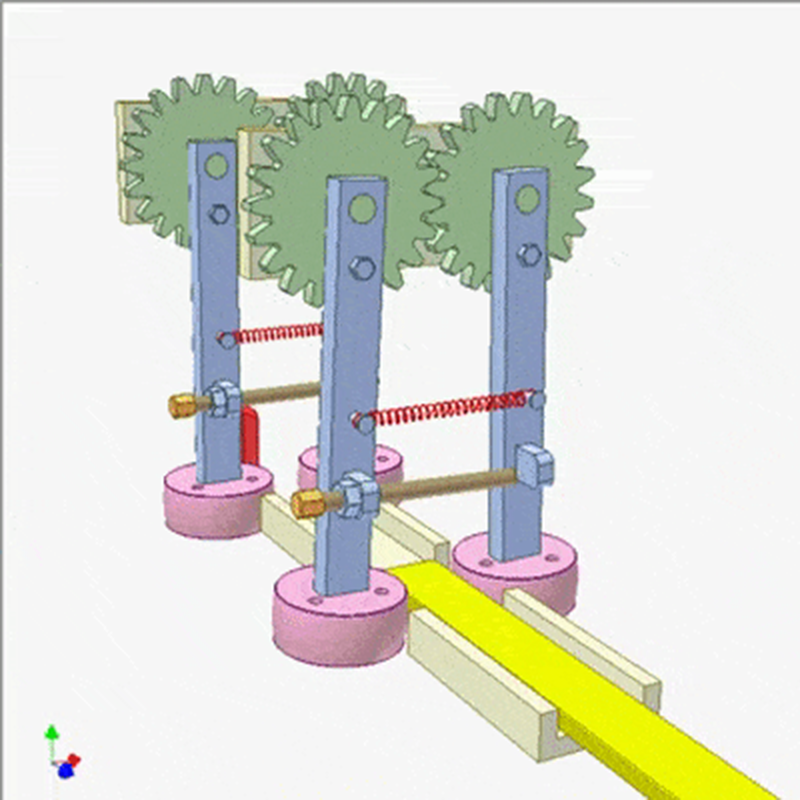
10.Mpangilio wa kujiweka katikati 10
Geuza seti za gia za rangi ya chungwa na manjano ili kubana kazi ya kahawia. Pedi mbili za kijivu katikati ya sehemu ya kazi kwa urefu.
Hali ya katikati: R1 /R3= R2 /R4 (kasi ya angular ya gia za bluu na kijani ni sawa)
Uhusiano kati ya radius ya lami ya gear: R4 =R1 +R2 +R3
R1, R2, R3 na R4 ni radii ya lami ya gia za machungwa, njano, bluu na kijani mtawalia.
11. Ratiba ya kujiweka katikati 11
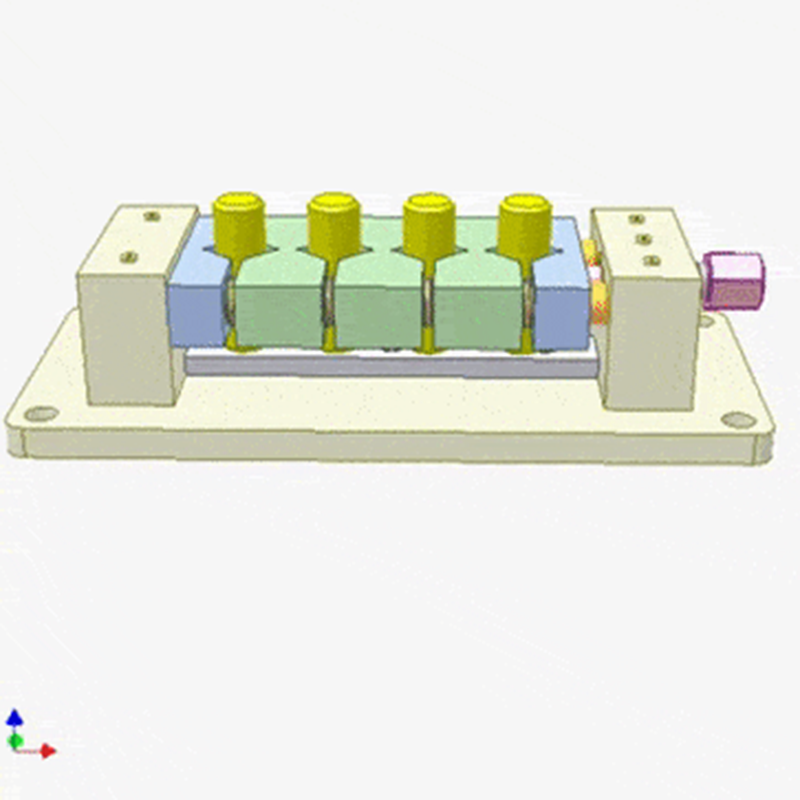
Ufungaji wa vipande vingi. V-vitalu katikati ya workpiece njano longitudinally, na compression chemchem kati ya V-vitalu.
Vyombo vya Xinfa CNC vina sifa za ubora mzuri na bei ya chini. Kwa maelezo, tafadhali tembelea:
Watengenezaji wa Zana za CNC - Kiwanda na Wasambazaji wa Zana za CNC (xinfatools.com)
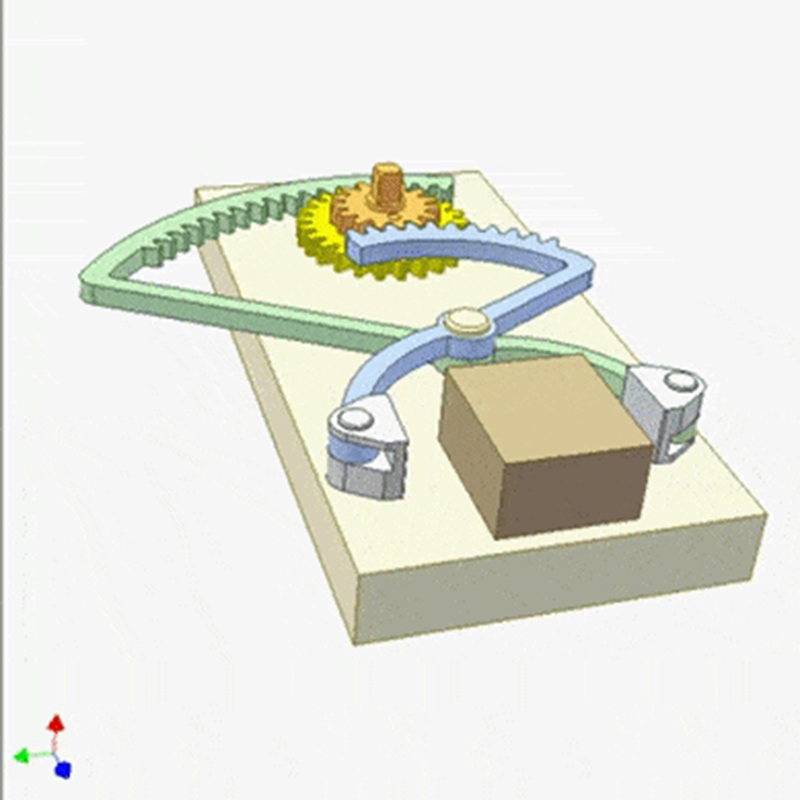
12.Mpangilio wa kujiweka katikati kumi na mbili
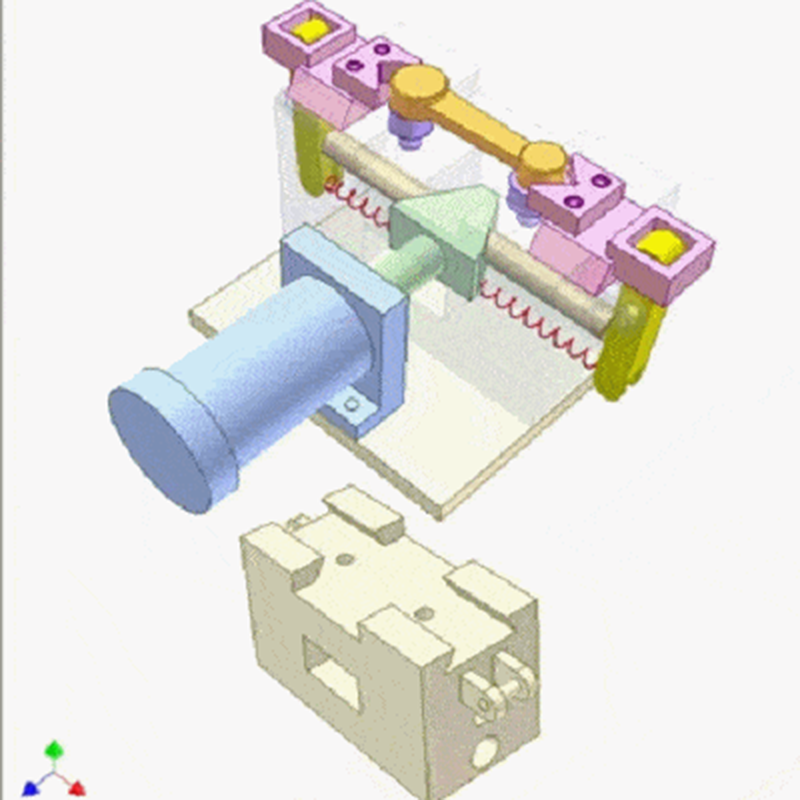
Workpiece (machungwa) imefungwa (machungwa) na silinda ya hydraulic kupitia kabari ya kijani kwenye pistoni, pini mbili na levers mbili za njano. V-block ya pink huweka sehemu ya kazi kwa urefu.
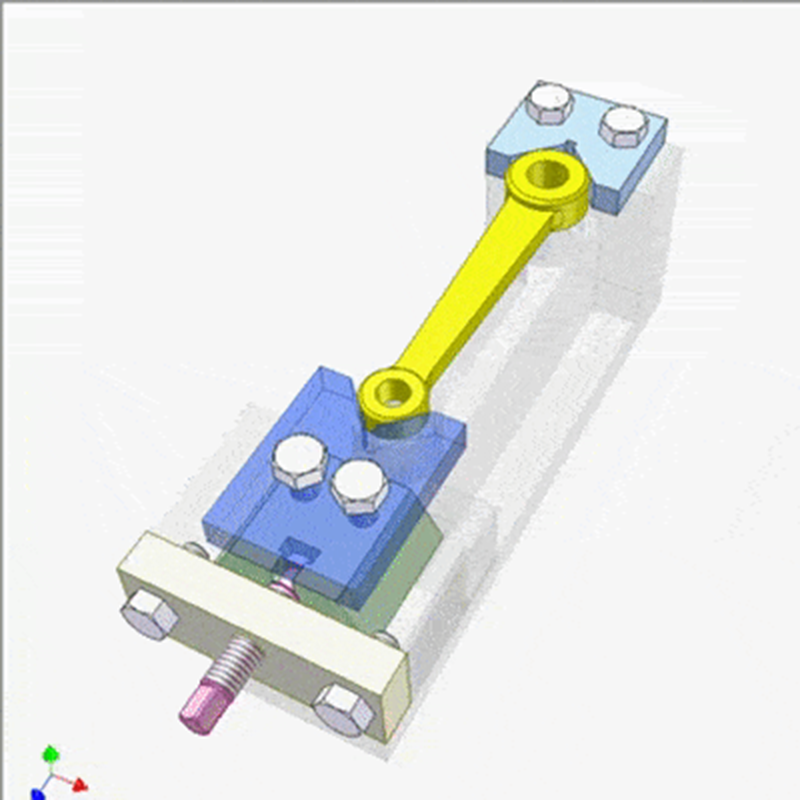
13.Mpangilio wa kujiweka katikati kumi na tatu
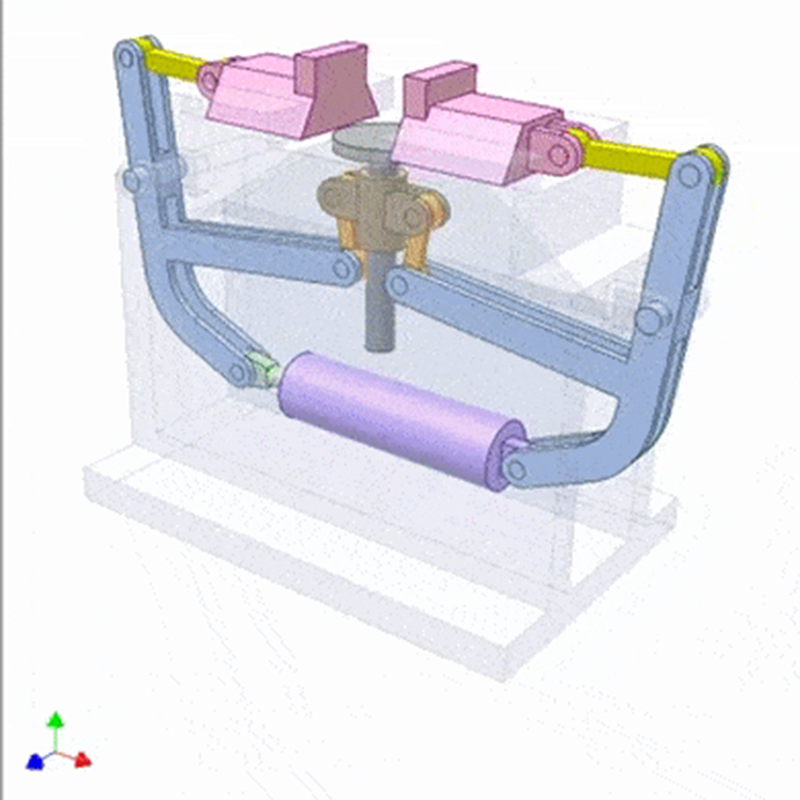
Silinda inayoelea husogeza taya mbili za waridi katika kusawazisha. Utaratibu wa slider-crank ya fimbo ya kuunganisha ya machungwa inachukua mzigo mdogo sana na inahakikisha uhamishaji sawa wa taya zote mbili.
Muda wa kutuma: Dec-19-2023


