Kulehemu nyufa kama darasa hatari zaidi la kasoro za kulehemu, zinazoathiri sana utendaji na usalama na uaminifu wa miundo iliyounganishwa. Leo, tutakupeleka kutambua moja ya aina za nyufa - nyufa za laminated.
01
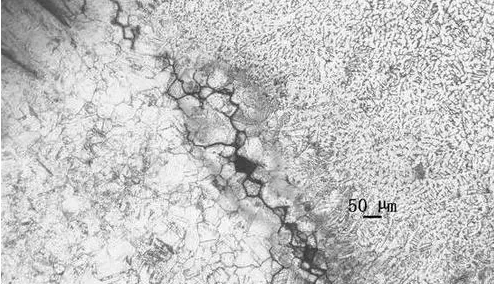
Mijumuisho isiyo ya metali, sahani ya chuma katika mchakato wa kuviringisha itakuwa baadhi ya mijumuisho isiyo ya metali ndani ya chuma, n.k. (kama vile sulfidi, silikati) iliyoviringishwa kwenye mkanda sambamba na mwelekeo wa kuviringisha, na kusababisha kutofautiana kwa sifa za kiufundi za chuma, inclusions ni svetsade miundo kuzalisha laminar akamtikisatikisa ya mambo ya uwezo, lakini pia sababu kuu ya uzalishaji wa laminar akamtikisatikisa.
02
Dhiki ya kizuizi, kwa sababu ya mzunguko wa mafuta ya kulehemu, viungo vilivyounganishwa vitaonekana nguvu ya kizuizi, kwa sahani iliyovingirishwa yenye umbo la T na viungo vya msalaba, katika vigezo vya kulehemu chini ya hali ya hali sawa, kuna dhiki kubwa ya kizuizi au kupiga. kizuizi nguvu, wakati zaidi ya thamani hii ni kukabiliwa na kutoa machozi laminar.
03
Usambazaji wa hidrojeni, hidrojeni ni mkuzaji wa kupasuka, kutokana na kueneza kwa hidrojeni na kuunganishwa kwenye molekuli ili mkazo wa ndani huongezeka kwa kasi, wakati hidrojeni ilikusanyika katika inclusions mwishoni mwa uendelezaji wa inclusions zisizo za metali na hasara ya chuma. ya kujitoa, na itakuwa vunjwa mbali inclusions jirani katika chuma, katika fracture ya sifa hidrojeni fracture.
04
Mzazi nyenzo mali, ingawa inclusions ni sababu kuu ya laminar akamtikisatikisa, lakini mitambo mali ya chuma pia ina athari muhimu sana katika kurarua laminar. Ugumu duni wa plastiki wa chuma, kuna uwezekano mkubwa wa kupasuka kwa ufa, ambayo ni kusema, upinzani duni wa kupasuka kwa lamina.
Ilitafsiriwa na www.DeepL.com/Translator (toleo lisilolipishwa)

Vifaa vya kulehemu vya Xinfa vina sifa za ubora wa juu na bei ya chini. Kwa maelezo, tafadhali tembelea:Watengenezaji wa Kuchomelea na Kukata - Kiwanda cha Kuchomelea na Kukata Uchina na Wasambazaji (xinfatools.com)
Ili kuzuia kizazi cha nyufa za laminar, jambo kuu katika muundo na mchakato wa ujenzi ni kuzuia mkazo wa mwelekeo wa Z na mkusanyiko wa mafadhaiko, hatua maalum ni kama ifuatavyo.
1. Kuboresha muundo wa pamoja ili kupunguza shida iliyozuiliwa. Hatua maalum kama vile: itasababisha upanuzi wa mwisho wa sahani ya arc ya urefu fulani, kuwa na athari ya kuzuia ngozi; kubadilisha mpangilio wa weld kubadili mwelekeo wa mkazo wa mkazo wa weld, sahani ya safu ya wima hadi sahani ya safu ya usawa, kubadilisha nafasi ya weld, ili kuunganisha kwa mwelekeo wa jumla wa nguvu sambamba na safu iliyovingirwa, inaweza kuboresha sana. utendaji wa upasuaji wa anti-laminar.
2. Kupitisha njia sahihi kulehemu, matumizi ya chini hidrojeni kulehemu njia ni nzuri, kama vile kulehemu gesi ngao, iliyokuwa arc kulehemu baridi ufa tabia ni ndogo, ni mazuri ya kuboresha utendaji wa kupambana na laminar akamtikisatikisa.
3. matumizi ya chini-nguvu vinavyolingana vifaa vya kulehemu, weld chuma ina kiwango cha mavuno ya chini, ductility juu, rahisi kufanya matatizo ni kujilimbikizia katika weld na kupunguza ukanda wa walioathirika na joto ya matatizo ya msingi nyenzo, inaweza kuboresha utendaji. ya kupambana na laminar kurarua.
4. Katika matumizi ya teknolojia ya kulehemu, matumizi ya safu ya kutengwa ya uso wa uso; kulehemu ulinganifu, ili usambazaji wa matatizo ni uwiano, kupunguza ukolezi wa matatizo.
5. Ili kuzuia mpasuko wa lamina unaosababishwa na kupasuka kwa baridi, tunapaswa kujaribu tuwezavyo kuchukua hatua fulani ili kuzuia ngozi baridi, kama vile kuboresha upashaji joto na kudhibiti halijoto ya interlayer, n.k. Kwa kuongezea, tunaweza pia kutumia mbinu za kupunguza mfadhaiko. kama vile annealing ya kati.
6. Tunaweza pia kudhibiti ukubwa wa weld, kwa kutumia miguu ndogo ya kulehemu, mchakato wa kulehemu wa njia nyingi.
Ilitafsiriwa na www.DeepL.com/Translator (toleo lisilolipishwa)
Muda wa kutuma: Aug-24-2023


